
科普资源
钢结构常见焊缝缺陷科普
发布时间: 2025-09-15
一、什么是焊缝缺陷
在ISO5577中,焊缝缺陷指的是应被记录的不连续,而内部缺欠是指表面不开口或表面无法看见的缺欠;通常来说,就是存在一定的异常使焊缝无法保持连续或完整。
二、常见的焊缝缺陷有哪些
在平时,常见的焊缝缺陷包括气孔、夹渣、未焊透、未熔合、裂纹、凹坑、咬边、焊瘤等。 这些缺陷中的气孔、夹渣(点状)属体积型缺陷。条渣、未焊透、未熔合与裂纹属线性缺陷,也可称为面型缺陷。尤其是裂纹与未熔合更是面型缺陷。凹坑、咬边、焊瘤及表面裂纹属表面缺陷。其他缺陷(包括内部埋藏裂纹)均属埋藏缺陷。
三、几种主要缺陷发生原因及防止措施
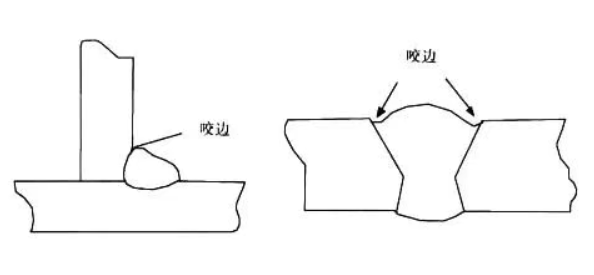
1、咬边
焊接工艺参数选择不正确或者是操作不标准,焊接时在沿着母材部位烧熔形成的沟槽或凹陷,称为咬边。
形成(CO2气体保护焊):1)电弧过长,焊接速度太快;2)角焊时,焊条对准部位不正确;3)立焊摆动或操作不良,使焊道二边填补不足产生咬边。
措施(CO2气体保护焊):1)降低电弧长度及速度;2)在水平角焊时,焊丝位置应离交点1-2mm;3)改正操作方法。

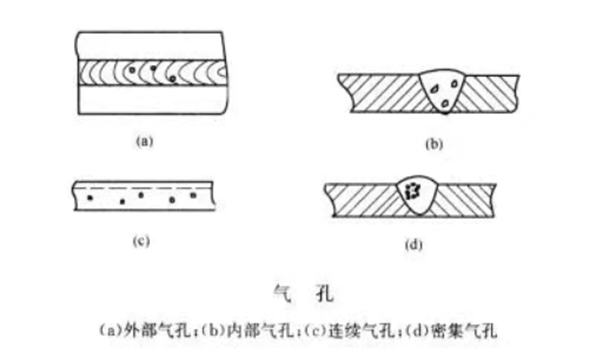
2、气孔
焊接时,熔池中的气体在凝固时未能逸出而残留在焊缝中所形成的空穴,称为气孔。
形成原因(CO2气体保护焊):1)母材不洁; 2)焊丝有锈或焊药潮湿;3)点焊不良,焊丝选择不当;4)干伸长度太长,CO2气体保护不周密;5)风速较大,无挡风装置;6)焊接速度太快,冷却快速;7)火花飞溅粘在喷嘴,造成气体乱流;8)气体纯度不良,含杂物多(特别含水分)。
措施(CO2气体保护焊):1)焊接前注意清洁被焊部位;2)选用适当的焊丝并注意保持干燥;3)点焊焊道不得有缺陷,同时要清洁干净,且使用焊丝尺寸要适当;4)减小干伸长度,调整适当气体流量;5)加装挡风设备;6)降低速度使内部气体逸出;7)注意清除喷嘴处焊渣,并涂以飞溅附着防止剂,以延长喷嘴寿命;8)CO2纯度为99.98%以上,水分为0.005%以下。

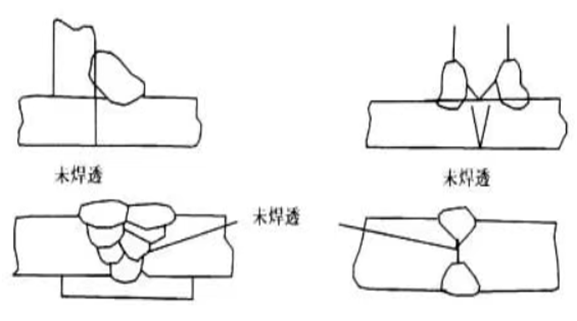
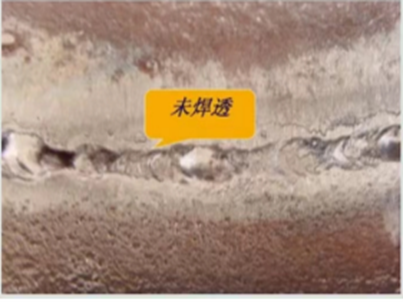
3、未焊透、未熔合
造成未焊透、未熔合的原因有很多例如焊件间隙或坡口角度太小、钝边太厚、焊条直径太大、焊接速度过快或电弧过长等。还有可能因坡口存在杂质等影响焊接效果,未熔化杂质还会影响焊缝的融合效果。
形成原因(CO2气体保护焊):1)电弧过小,焊接速度过低;2)电弧过长;3)开槽设计不良。
措施(CO2气体保护焊):1)增加焊接电流和速度;2)降低电弧长度;3)增加开槽度数。增加间隙减少根深。
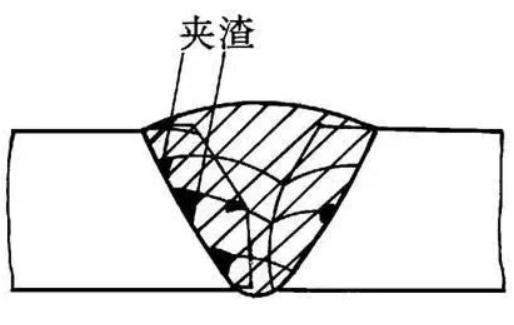
4、夹渣
夹渣是指焊后溶渣残存在焊缝中的现象。
形成原因(CO2气体保护焊):1)母材倾斜(下坡)使焊渣超前;2)前一道焊接后,焊渣未清洁干净;3)电流过小,速度慢,焊着量多;4)用前进法焊接,开槽内焊渣超前甚多。
措施(CO2气体保护焊):1)尽可能将焊件放置水平位置;2)注意每道焊道之清洁;3)增加电流和焊速,使焊渣容易浮起;4)提高焊接速度。
上一篇: 沥青路面上面层施工质量控制要点科普